


Utensili elettrodeposti per CNC… usiamoli nel modo giusto

L’utensile diamantato elettrodeposto è l’utensile di riferimento quando si deve lavorare il marmo e la pietra calcarea. Un utensile elettrodeposto è formato da un’anima in acciaio ricoperta da diamanti. Questi ultimi vengono legati all’anima mediante il principio dell’elettrodeposizione.
Esempi di utenisli elettrodeposti sono: frese a testa piatta, frese raggiate, mole da scasso e così via.
Gli utensili elettrodeposti nella lavorazione del marmo


Quando si lavora il marmo il modo di utilizzare l’utensile elettrodeposto può variare ma bisogna sempre stare attenti alla resa e alle prestazioni.. Utilizzare un utensile nel modo errato porta a perdite di tempo e di soldi perchè l’utensile non viene sfruttato al 100% o viene sfruttato nel modo sbagliato.
Un utensile elettrodeposto in generale può essere utilizzato fin quando l’anima in acciaio è ricoperta di diamanti.
Spesso gli utensili elettrodeposti non si usano nel modo corretto
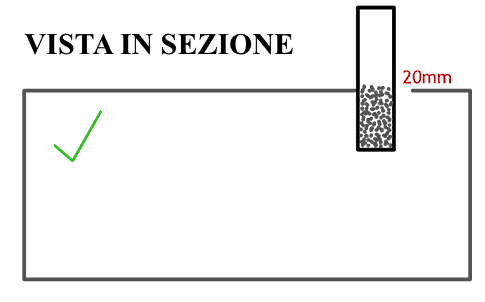
Spesso, il marmista, pur utilizzando in macchina un utensile diamantato con altezza utile ad esempio di 20 mm fa lavorare l’utensile solo in una porzione, sfruttando magari solamente 4 o 5 mm dei 20 disponibili. In questo modo quando l’utensile si sarà consumato rimarrà una parte superiore ancora nuova, con il diamante non sfruttato. Questo è uno spreco!
Una delle motivazioni per cui si lavora in questo modo (errato!) è quella di non avere potenza mandrino sufficiente e quindi, per non far sforzare troppo la macchina, si lavora solo su una piccola porzione di altezza utensile. Ma questa non è la soluzione corretta!
Qual è utilizzo corretto dell’utensile elettrodeposto?
Il principio di base per l’utilizzo corretto di un utensile diamantato di tipo elettrodeposto è quello di sfruttare il più possibile l’altezza utile del diamante per far si che si consumi in maniera uniforme.
Nel caso in cui la macchina CNC non fosse sufficientemente potente (elettromandrino poco potente o struttura poco rigida) a far lavorare un utensile per tutta la sua altezza e per tutto il suo diametro, la soluzione è quella di far lavorare l’utensile diamantato solo su una porzione del suo diametro ma comunque sempre su tutta la sua altezza utile. Si parla in questo caso di “Larghezza di taglio” inferiore al diametro dell’utensile. Basterà dare un passo in X-Y che sia ad esempio il 20% del suo diametro. Così facendo lo sforzo dell’elettromandrino e di tutta la macchina in generale, sarà molto basso, ma l’utensile verrà consumato in maniera uniforme aumentando di molto la sua resa in termini di metri lineari che si potranno lavorare.
Nell’immagine seguente possiamo vedere un disegno che mostra prima “il modo errato” di usare l’ utensile diamantato elettrodeposto in cui l’utensile lavora solo su una parte del diamante, e successivamente “il modo corretto” in cui tutta l’altezza utile diamantata affonda sul materiale da lavorare.

Soluzione modificando la velocità di avanzamento e il passo
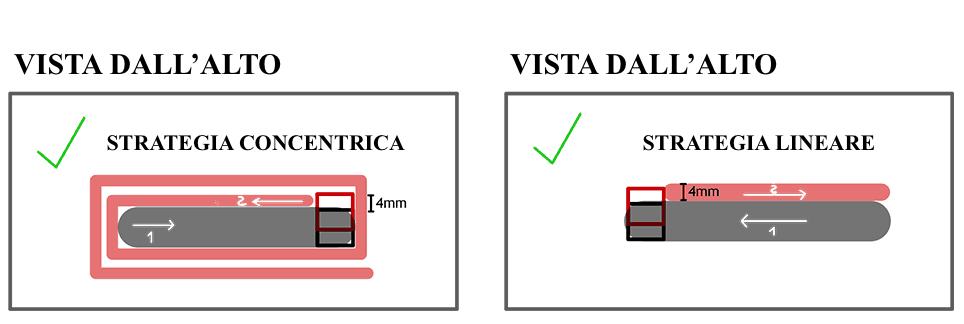
Generalmente un software CAD/CAM di base, sia che lavori con strategia di sgrossatura lineare che concentrica, creerà la prima passata del percorso utensile nel quale l’utensile taglia in pieno, cioè per tutto il suo diametro, e successivamente, il percorso utensile generato si sposterà del passo che avete impostato. Questo vuol dire che per la prima passata è necessario abbassare manualmente in macchina il feed (velocità di avanzamento) per poi riportarlo al 100% dalla seconda passata in poi.
Questa variazione manuale della velocità di avanzamento è improponibile nel caso in cui si debba sgrossare il materiale in punti diversi.
Soluzione tramite l’Avanzamento Adattivo nei software CAD/CAM avanzati
Un software avanzato come per esempio Alphacam effettua questa operazione in automatico attraverso la funzione chiamata “Avanzamento Adattivo” (in altri software cad/cam potrebbe chiamarsi in modo diverso). Con questa funzione possiamo dire alla macchina di lavorare con una velocità avanzamento che è proporzionale alla quantità di materiale asportato.
Con l’avanzamento adattivo si possono dimezzare i tempi di lavorazione lavorando comunque in totale sicurezza senza mai sforzare troppo il macchinario perchè la velocità di avanzamento aumenta proporzionalmente ed automaticamente se la larghezza di taglio è inferiore al passo specificato. Viceversa la velocità di avanzamento diminuisce proporzionalmente ed automaticamente se la larghezza di taglio è maggiore del passo.
Nell’immagine seguente potete vedere la schermata di Alphacam 2018 dove si impostano i parametri dell’avanzamento adattivo.
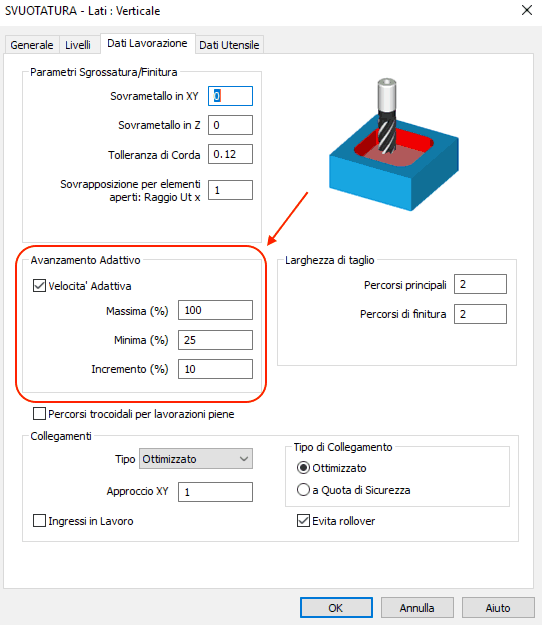
Alphacam Next Avanzamento Adattivo
In breve:
E’ preferibile usare tutta l’altezza utile dell’utensile diamantato elettrodeposto usando un passo molto piccolo piuttosto che usare solo un piccola porzione di altezza utile e avere un passo pari al suo diametro








 Dischi per Frese
Dischi per Frese Dischi Taglierine e Tagliapiastrelle
Dischi Taglierine e Tagliapiastrelle Mole per contornatrici
Mole per contornatrici Abrasivi
Abrasivi Abrasivi lucidacoste
Abrasivi lucidacoste Mastici, Adesivi, Sigillanti
Mastici, Adesivi, Sigillanti Punte Trapano
Punte Trapano Utensili per scultura
Utensili per scultura Utensili finitura superfici
Utensili finitura superfici Tele Diamantate
Tele Diamantate Fili Diamantati, Lame e Cinghie
Fili Diamantati, Lame e Cinghie Componenti Montaggio Top e Piani
Componenti Montaggio Top e Piani Vasche in acciaio inox rivestibili
Vasche in acciaio inox rivestibili Pilette di scarico
Pilette di scarico Staffe
Staffe Ganci di Fissaggio
Ganci di Fissaggio Accessori Marmisti
Accessori Marmisti Arte funeraria
Arte funeraria Strumenti di Misura
Strumenti di Misura Utensili smerigliatrici
Utensili smerigliatrici Levigatori
Levigatori Tagliapiastrelle Manuali
Tagliapiastrelle Manuali Tagliapiastrelle Elettriche
Tagliapiastrelle Elettriche Segatrici su Binario
Segatrici su Binario Ventose Vibranti
Ventose Vibranti Movimentazione Grandi Lastre
Movimentazione Grandi Lastre Ventose di Allineamento
Ventose di Allineamento Componenti Piastrellabili
Componenti Piastrellabili Accessori Piastrellisti
Accessori Piastrellisti Attrezzi Stuccatura
Attrezzi Stuccatura Banchi di lavoro
Banchi di lavoro Mixer
Mixer Distanziatori per Piastrelle
Distanziatori per Piastrelle Ricambi Montolit
Ricambi Montolit Spazzole Levigapavimenti
Spazzole Levigapavimenti Dischi Pad Pavimenti
Dischi Pad Pavimenti Polveri Lucidanti
Polveri Lucidanti Resinoidi e Metallici Levigapavimenti
Resinoidi e Metallici Levigapavimenti Monospazzole e Levigapavimenti Professionali
Monospazzole e Levigapavimenti Professionali Lavasciuga
Lavasciuga Ricambi e Accessori Levigapavimenti
Ricambi e Accessori Levigapavimenti Utensili CNC Vetro
Utensili CNC Vetro Utensili CNC Legno
Utensili CNC Legno Ventose CNC
Ventose CNC Coni portautensili
Coni portautensili Manine CNC
Manine CNC Prolunghe / Adattatori CNC
Prolunghe / Adattatori CNC Pinze di Serraggio Mandrino
Pinze di Serraggio Mandrino Misurazione e controllo
Misurazione e controllo Laser Segnataglio | Puntatori a croce
Laser Segnataglio | Puntatori a croce Dischi Diamantati Smerigliatrici
Dischi Diamantati Smerigliatrici Dischi Abrasivi Smerigliatrice
Dischi Abrasivi Smerigliatrice Foretti diamantati per smerigliatrici
Foretti diamantati per smerigliatrici Mole Diamantate da Profilo per smerigliatrici
Mole Diamantate da Profilo per smerigliatrici Mole a Tazza Diamantate
Mole a Tazza Diamantate Accessori e Adattatori Smerigliatrice Angolare
Accessori e Adattatori Smerigliatrice Angolare Platorelli Smerigliatrice
Platorelli Smerigliatrice Cuffie di Aspirazione
Cuffie di Aspirazione Movimentazione
Movimentazione Pinze di sollevamento
Pinze di sollevamento Ventose Sollevamento Manuali
Ventose Sollevamento Manuali Morsetti
Morsetti Ricambi e Accessori Movimentazione
Ricambi e Accessori Movimentazione Ricambi Grabo
Ricambi Grabo Ricambi Manzelli
Ricambi Manzelli Elettroutensili
Elettroutensili Lucidatrici
Lucidatrici Trapani
Trapani Mini Elettroutensili
Mini Elettroutensili Utensili per Mini Elettroutensili
Utensili per Mini Elettroutensili Batterie Elettroutensili
Batterie Elettroutensili Valigette Elettroutensili
Valigette Elettroutensili Aspiratori
Aspiratori Elettropompe
Elettropompe Edilizia
Edilizia Dischi Edilizia
Dischi Edilizia Corone diamantate
Corone diamantate Imballaggio
Imballaggio Ricambi Macchine Lavorazione Marmo
Ricambi Macchine Lavorazione Marmo Ricambi Elettronica
Ricambi Elettronica Banchi Frese
Banchi Frese Ricambi Macchine Monofilo
Ricambi Macchine Monofilo Ricambi per Filtropresse
Ricambi per Filtropresse Tubo flessibile componibile
Tubo flessibile componibile Dispositivi di Sicurezza DPI
Dispositivi di Sicurezza DPI Fila Tech
Fila Tech{kind=link}
Devi fare delle asole nel marmo da 5 cm quanto posso scendere in Z ad ogni passaggio usando una fresa del diametro di 10 mm
ciao, dipende da che fresa stai usando e dalla macchina in termini di potenza mandrino.
L’importante è la regola che più tagli meno veloce vai. Sono inversamente proporzionali.